
The following tip is from the ISA book by Greg McMillan and Hunter Vegas titled 101 Tips for a Successful Automation Career, inspired by the ISA Mentor Program. This is Tip #89.
In Tip #70, we learned that deadtime was the key to loop performance. The Control Talk blog The ABCs of Controller Tuning describes how tuning settings can be reduced to a simple function of deadtime. The InTech magazine article PID Tuning Rules and the article’s online appendices describe the fundamental relationships between deadtime, performance, and tuning. Fortunately, deadtime is the easiest aspect of process dynamics to identify.
The deadtime is the delay between a change in control output and the beginning of the resulting change in the process variable. To ensure that it is a process response and not noise or coincident unmeasured disturbances, you must ensure that the response is in the right direction and is sustained.
Once measured and confirmed, the deadtime is used by a deadtime block to create an old PV from a new PV at the block input. The ΔPV added to the current PV is a predicted PV on deadtime in the future, which opens up all sorts of opportunities (Tip #90). Convert the ΔPV to a percent of measurement scale. If you divide the Δ%PV by the deadtime (θo), you have a continuous train of ramp rates (Δ%PV/Δt) that are updated with every execution of the block.
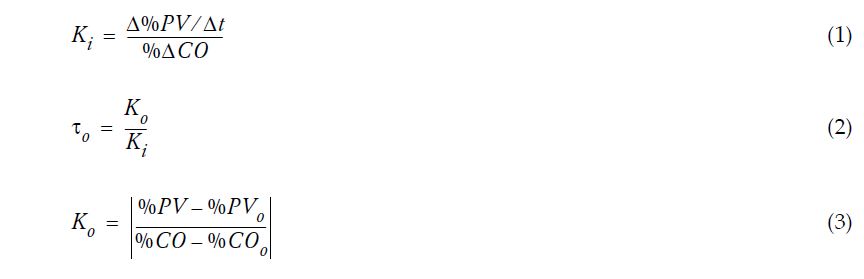
The ramp rate can be used for a smarter integral mode and feedforward action (Tip #92). If you divide this ramp rate by the change in controller output, you have the integrating process gain (Ki) (Equation 1) that can be used for controller tuning, rapid modeling, and adapting dynamic models online (Tip #98). If you divide a steady-state open loop gain (Ko) by the integrating process gain, you have the open loop time constant (τo) for a self-regulating process (Equation 2). The open loop gain (Ko) can be approximated as the ratio of percent process variable (%PV) to the (%CO) controller output at the setpoint. If you have knowledge of another operating point (%PVo, %COo) or know the %PVo when the controller output is zero (%COo=0), you can subtract these other operating point values from the values at the setpoint to create deviation variables that give a more accurate open loop gain (Equation 3).
The ramp rate for level can be used to create a rate of change of vessel level or weight for an inferential measurement of flow. The deadtime block must use a deadtime much larger than the process deadtime so that the ΔPV, and consequently the ramp rate, is much larger than noise.
Concept: The identification of deadtime and ramp rate opens up a wide spectrum of opportunities. The use of a deadtime block creates a continuous train of ramp rates as fast as the block executes.
Details: Use auto-tuner software, adaptive tuner software, or the rapid modeler composite template library block to identify the deadtime, ramp rate, and the integrating process gain or open loop gain, and open loop time constant for any large change in controller output or feedforward signal. Use a noise band to screen out insignificant changes. Make sure the identifier is looking for a change in the right direction. Use a time interval much larger than the deadtime to increase the signal-to-noise ratio when computing the ramp rate for the rate of change of level and weight for an inferential flow measurement.
Also increase the time interval when computing the slope of batch processes for batch end point and cycle time optimization (Tip #96). For inverse response, the deadtime will be increased automatically and the ramp rate measured will be based on the response in the right direction. The method can be used to identify the dynamics between any process input and process output. Use the simple relationship between a true integrating or near-integrating process and a self-regulating process to convert between an integrating process gain and steady-state dynamics; that is, open loop gain and open loop time constant.
A deadtime block in the identification of the ramp rate and the subsequent integrating process gain is essential to improve the signal-to-noise ratio and provide a continuous train of values. Use the identified dynamics to adapt tieback models (Tip #98). Use deviation variables to get a more accurate open loop gain. For an integrating process or runaway process models, subtract a load equal to normal controller output from the current controller output. This load stops the ramp or divergence when the current controller output balances out the load.
Watch-Outs: The deadtime and ramp rate should only be identified for setpoint changes and output changes in manual, remote output, and output tracking mode that are large enough to make noise and unmeasured disturbances negligible. The deadtime cannot be identified in automatic, cascade, or remote cascade mode if there are no setpoint changes or no injection of a known change in controller output.
Exceptions: Dynamics cannot be identified accurately for processes with a deadtime approaching the execution time of the deadtime block or the identification module.
Insight: The identification of deadtime and ramp rate can provide tuning, rapid modeling, and future values for smart reset, feedforward, and setpoint responses.
Rule of Thumb: Use a deadtime block to create a continuous train of old PV that when subtracted from the current PV and divided by the deadtime creates a continuous train of ramp rate updates as fast as the deadtime block execution time.
About the Author
Gregory K. McMillan, CAP, is a retired Senior Fellow from Solutia/Monsanto where he worked in engineering technology on process control improvement. Greg was also an affiliate professor for Washington University in Saint Louis. Greg is an ISA Fellow and received the ISA Kermit Fischer Environmental Award for pH control in 1991, the Control magazine Engineer of the Year award for the process industry in 1994, was inducted into the Control magazine Process Automation Hall of Fame in 2001, was honored by InTech magazine in 2003 as one of the most influential innovators in automation, and received the ISA Life Achievement Award in 2010. Greg is the author of numerous books on process control, including Advances in Reactor Measurement and Control and Essentials of Modern Measurements and Final Elements in the Process Industry. Greg has been the monthly "Control Talk" columnist for Control magazine since 2002. Presently, Greg is a part time modeling and control consultant in Technology for Process Simulation for Emerson Automation Solutions specializing in the use of the virtual plant for exploring new opportunities. He spends most of his time writing, teaching and leading the ISA Mentor Program he founded in 2011.
Connect with Greg![]()
Hunter Vegas, P.E., holds a B.S.E.E. degree from Tulane University and an M.B.A. from Wake Forest University. His job titles have included instrument engineer, production engineer, instrumentation group leader, principal automation engineer, and unit production manager. In 2001, he joined Avid Solutions, Inc., as an engineering manager and lead project engineer, where he works today. Hunter has executed nearly 2,000 instrumentation and control projects over his career, with budgets ranging from a few thousand to millions of dollars. He is proficient in field instrumentation sizing and selection, safety interlock design, electrical design, advanced control strategy, and numerous control system hardware and software platforms.
Connect with Hunter![]()


