
This guest post was written by Greg McMillan, industry consultant, author of numerous process control books, 2010 ISA Life Achievement Award recipient and retired Senior Fellow from Solutia Inc. (now Eastman Chemical).
Fluidized bed reactors are extensively used in the petrochemical business. Often these are high volume plants with multiple lines of reactors. Even a small percentage improvement in yield and production rate can translate to millions of dollars a year in additional profit. Fortunately, the product rate can be inherently maximized by a straight forward temperature control loop. The challenges of noise and sensor lag can be addressed by sensor installation and signal averaging and selection.

For gas reactants and a gas product, a pressure loop controls the material balance and provides the time available for reaction at a given production rate by manipulating the discharge product flow to balance the total feed flow (see the figure below). The residence time for these fast reactions is small (e.g., a few seconds) but still must be kept above a low limit. A fluidized catalyst bed is used to promote reaction rate. If a temperature loop manipulates the leader gas reactant flow, the production rate is automatically maximized by the temperature and pressure controllers for a given cooling rate established by BFW flow and the number of coils in service as discussed below. Valve position control is not needed unless a control strategy is added to manipulate the BFW. Direct manipulation of feed rate by the temperature control is possible in gas reactors because the additional time lag for composition response is negligible due to the small residence time and the inverse response at the control points is negligible due to the fast reaction, high heat release, and catalyst heat capacity.
Insight: Temperature control of fluidized bed gas reactor by manipulation of feed rates will inherently maximize feed rate for a given cooling capability with no appreciable inverse response or composition response lag.
The fast kinetics and composition response of a fluidized bed reactor enable the direct manipulation of reactant feed rate by temperature control to inherently maximize production rate to the coolant capacity. However, channeling of flows, hot spots and thermowell lags pose challenges. Here we look at some of the simple solutions. See Greg McMillan’s ISA book Advances in Reactor Measurement and Control for an extensive view of practical opportunities for designing control strategies to achieve product quality and maximize yield and capacity in different types of reactors.
A gas reactor with a fluidized catalyst bed may develop hot spots from localized high reactant concentrations due to a non-uniform flow distribution and no back mixing. Numerous separate cooling coils are used so operations personnel can switch coolant coils in or out of service to deal with hot spots and changes in production rate. However, the switching causes a disturbance to the temperature controller as fast as the BFW on-off valves can move. Numerous thermowells each with multiple sensors traverse the reactor. Special designs can maximize the contact between the sensor tip and the thermowell wall to minimize the sensor lag. Since the gas velocity is usually quite high, the sensor time constants can be small if the insulating effect of air in the thermowell at the sensor tip is minimized. Note that this sensor time constant is the largest time constant in the loop and can mislead one into thinking a slower measurement is better due to the filtering effect and the larger maximum allowable temperature controller gain as detailed in the Control Talk blog Measurement Attenuation and Deception Tips.
The average temperature is computed for each traverse with the highest average selected as the control temperature. Only three thermowells and BFW coils are shown in the figure due to pictorial space limitations. A feedforward signal can provide preemptive correction for the disruption of coil switching by means of a gain and rate of change (velocity) limit set to match the BFW on-off valve installed characteristic slope and stroking time.
Insight: Fluidized bed reactors use the highest of the average bed temperature at various distances in the flow direction to control hot spots.
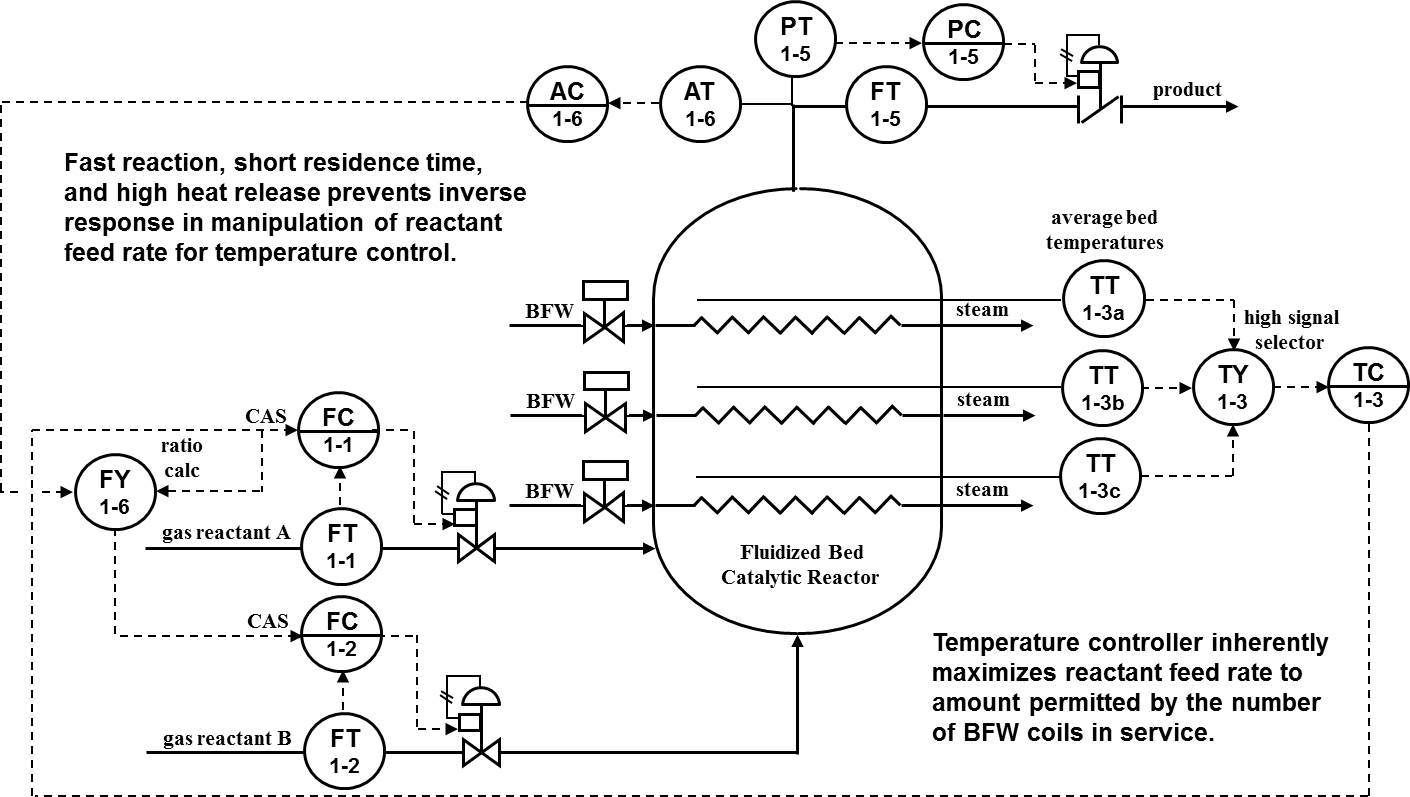
Insight: A feedforward signal based on the installed characteristic and stroking time of the BFW on-off valves can be used to reduce the temperature upset from the switching of coolant coils.
The plug flow of reactants through the reactor provides a tight residence time distribution. To provide a residence time greater than the reaction time for the greatest production rate, the gas volume must be large enough and the flow distribution uniform enough for the reaction to go to completion.
Changes in discharge composition are mainly due to errors in the flow measurement, hot spots triggering side reactions, or insufficient radial mixing. An excess of one reactant is often used to ensure complete conversion of other reactants. An at-line analyzer on the gas product can be used to correct the gas reactant ratio to improve yield by reducing excess reactant. First principle dynamic models have also been used to provide a fast inferential measurement of excess reactant concentration for well-defined reaction kinetics. The models are corrected by taking a fraction of the difference a validated analyzer result and the inferential measurement delayed to be synchronized with the analyzer response as a bias correction to the fast inferential measurement without the analyzer delay.
The leader reactant flow multiplied by a ratio factor is the feedforward signal for the composition controller. A feedforward summer is used even though a feedforward multiplier can compensate for the inverse relationship between process gain and flow because of scaling and analyzer reliability issues and the predominant error seen is a bias rather than a span error in the flow measurements. The composition loop trims the feedforward signal. An enhanced PID with a threshold sensitivity setting helps deal with the analyzer sample and cycle time and the noise from poor mixing.
Insight: Plug flow reactors have a tight residence time distribution but no opportunity for residence time control by level control. The reactor volume must be large enough and the flow distribution uniform enough to provide enough residence time at the highest production rate.
Insight: An at-line analyzer and inferential measurement can reduce the excess concentration of a reactant used to ensure the complete conversion of other reactants.
Use good temperature sensor installation practices to minimize temperature lag, averaging of signals to minimize noise, and high signal selection to deal with hot spots for tighter temperature control. Based on temperature sensor trends, find possible sources of poor flow distribution. Increase coolant capacity to increase production rate. Use rate of change limits and an inferential calculation of cooling based on installed valve characteristic to match the slewing rate of the BFW valve and the actual BFW flow as part of feedforward of coolant capacity changes to assist the temperature controller. Use an inferential measurement of excess concentration in the reactor discharge corrected by an analyzer to adjust the ratio of reactants to improve yield.
About the Author Gregory K. McMillan, CAP, is a retired Senior Fellow from Solutia/Monsanto where he worked in engineering technology on process control improvement. Greg was also an affiliate professor for Washington University in Saint Louis. Greg is an ISA Fellow and received the ISA Kermit Fischer Environmental Award for pH control in 1991, the Control magazine Engineer of the Year award for the process industry in 1994, was inducted into the Control magazine Process Automation Hall of Fame in 2001, was honored by InTech magazine in 2003 as one of the most influential innovators in automation, and received the ISA Life Achievement Award in 2010. Greg is the author of numerous books on process control, including Advances in Reactor Measurement and Control and Essentials of Modern Measurements and Final Elements in the Process Industry. Greg has been the monthly "Control Talk" columnist for Control magazine since 2002. Presently, Greg is a part time modeling and control consultant in Technology for Process Simulation for Emerson Automation Solutions specializing in the use of the virtual plant for exploring new opportunities. He spends most of his time writing, teaching and leading the ISA Mentor Program he founded in 2011.
Gregory K. McMillan, CAP, is a retired Senior Fellow from Solutia/Monsanto where he worked in engineering technology on process control improvement. Greg was also an affiliate professor for Washington University in Saint Louis. Greg is an ISA Fellow and received the ISA Kermit Fischer Environmental Award for pH control in 1991, the Control magazine Engineer of the Year award for the process industry in 1994, was inducted into the Control magazine Process Automation Hall of Fame in 2001, was honored by InTech magazine in 2003 as one of the most influential innovators in automation, and received the ISA Life Achievement Award in 2010. Greg is the author of numerous books on process control, including Advances in Reactor Measurement and Control and Essentials of Modern Measurements and Final Elements in the Process Industry. Greg has been the monthly "Control Talk" columnist for Control magazine since 2002. Presently, Greg is a part time modeling and control consultant in Technology for Process Simulation for Emerson Automation Solutions specializing in the use of the virtual plant for exploring new opportunities. He spends most of his time writing, teaching and leading the ISA Mentor Program he founded in 2011.
Connect with Greg:![]()


