
This guest post, Part 2 of a two-part series, was authored by Narciso Santiago, CAP, a senior electrical engineer at Colas USA. To read the first post in this series, click this link.
In Part 1 of this post, I explained the difference between being “in control” versus being “out of control” of effluent residual. I indicated that unless the process has long and variable dead time, advance process control technology is not a requirement for gaining control of effluent residual. The consequences of being “in” or “out” of control were explained and several important factors for effective residual control were mentioned.
In this post, a list of important factors is given and specific trim controller configuration is discussed. Before gaining control of effluent residual, these key factors must be addressed. The following checklist will help you determine which factors will enable the ability to gain automatic control of effluent residual.
1. Chlorine feed system working correctly. Metering pumps or chlorinators working correctly.
2. Chlorine feed flowmeters (if any) are working correctly for the entire operating range and are calibrated properly. If the flowmeter is unable to give accurate measurement during low flow conditions it should not be utilized for flow control, and the metering pump (or chlorinator) must be controlled by volumetric command (%).
3. Chlorine analyzer is installed according to manufacturer specifications. Sample transport time should be less than 30 seconds whenever possible. Sample lines should be cleaned and flushed on a periodic basis based on experience.
4. All chlorine analyzers require periodic maintenance. Implement a maintenance program (if not already in place) to follow the manufacturer's maintenance recommendations. Perform conformance sampling by taking a grab sample, running a standard laboratory analysis, and comparing the answers on a periodic basis based on experience.
5. If redundant analyzers are utilized, perform redundancy validation on a periodic basis based on experience. Although not required to gain control of effluent residual, analyzer redundancy is recommended to increase reliability.
6. Mixing done at or near the point of chemical injection. Poor mixing may result in a non-representative of the stream as a whole. Achieving good control without a representative sample is not possible.
7. The control measuring point is near point of injection. The immediate chlorine demand must be satisfied to gain control of effluent residual. The residual measurement used for control must be taken shortly after chlorine addition and mixing.
8. Process dead time. Best residual control is achieved with small process dead time. To measure process dead time while the process is in a steady state and control set to flow pace mode only, increase the dosage setpoint (large increase) and record the time it takes the measured residual start to increase. When performing a test to determine the process dead time, a historical trend is recommended to be able to also determine the system time constant, the CV delta change (%) and the PV delta change (%). These data are required to calculate initial tuning parameters. Note that advance process control (APC) technology may be required to gain control of a process with long and variable process dead time.
9. Current control algorithm. Knowing the control algorithm enables operators to determine if the control system is working correctly. The fundamental control algorithm is simply a flow pace formula multiplied by a correction factor. [Feed Rate = Flow Pace Rate * (Trim Controller Output)]. The “flow pace rate” portion of the formula calculates a desired feed rate based on dosage setpoint. The “trim controller output” portion of the formula calculates a correction factor based on the error between the setpoint and the residual measured.
10. Control strategy. Is the influent residual measured used for control? In automatic control, is the operator able to set the automatic control for flow pace only and also able to set the system to flow pace plus trim control? Is the operator able to change the dosage (mg/l)? If using bleach, is the operator able to change concentration (%) and specific weight (lbs./gal)? Once all items in the checklist above have been checked off, the trim controller PID must be configured and initial tuning parameters calculated. The initial cycle time (time between executions, also known as task period) must be set to equal or greater than twice the influent residual analyzer sampling time. This means that the trim controller output, which is also the correction factor, updates once every time the cycle time elapses. The scale factor shown provides a bump-less transfer to trim mode functionality (Figure 1).
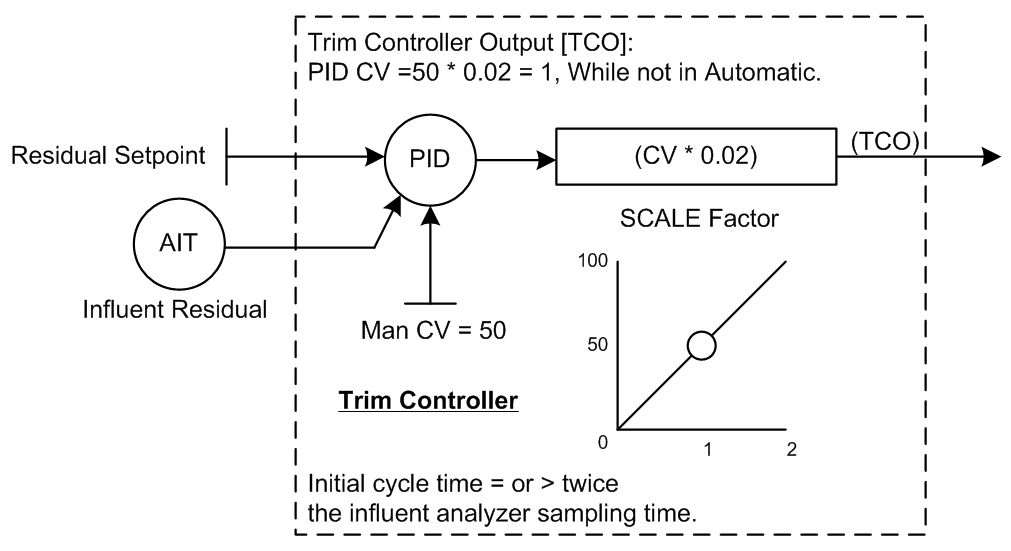 Figure 1, Trim Controller
Figure 1, Trim Controller
A process response graph is shown in Figure 2 as an example. The actual process response trend and initial tuning parameters are determined utilizing the data collected during the process dead time test, checklist item No. 8.
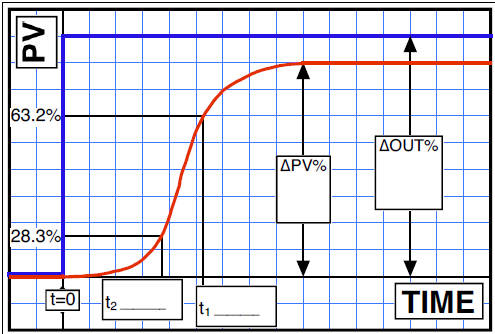 Figure 2, Process Response Graph
Figure 2, Process Response Graph
The process gain: G = (delta PV %) / (delta CV %) System time constant: T = (t1 – t2) * 1.5 Process dead time = t0 Initial PID parameters: K = 1.5T/Gt0 Ti = 2.5t0 Td = 0.4t0 Set the initial dead band to 0.5PPM, and turn off the PID zero crossing functionality. Since chlorine addition based on effluent residual measured will be out of phase with incoming flow due to detention time, the immediate chlorine demand (shortly after adding it) must be satisfied to gain control of effluent residual.
For effluent processes without excessive dead time, implementing the fundamental considerations discussed in part 1 of this post, addressing the important factors outlined in the checklist above, and proper configuration of the trim controller result in gaining control of effluent residual. What a historical trend of effluent residual at your plant would depict? The residual measured consistently tracking the setpoint? Or a residual measured not tracking the setpoint? A 24 hour historical trend of the effluent residual will answer the question.]
About the Author
Narciso Santiago, CAP, is a senior electrical engineer at Colas USA. Prior to that position, he was project engineer at EMA, Inc. in Orlando, Fla., a company dedicated to the design, development, and implementation of control systems and automation for water and wastewater facilities. Prior to joining EMA, Narciso spent over 12 years at Gencor Industries, a manufacturer of asphalt plants, soil remediation plants, combustion systems and control systems. Narciso is an adjunct instructor for the School of Electronics Technology at ITT Technical Institute in Lake Mary, Fla. He earned a bachelor’s degree in electronics engineering technology from the University of Puerto Rico, and an associate of instrumentation engineering technology from the Technological Institute of Puerto Rico. Narciso has been a ISA Certified Automation Professional since April 2009.
Connect with Narciso![]()

